Hallo,
ich habe mal eine Frage an Euch bzgl. der Abschnittberechnung bzw. die Berechnung der Dauer bis zum nächsten Rollenwechsel.
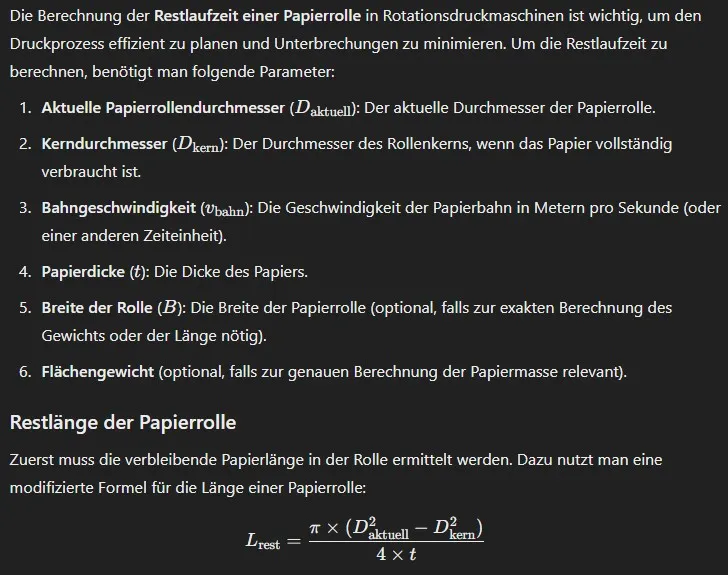
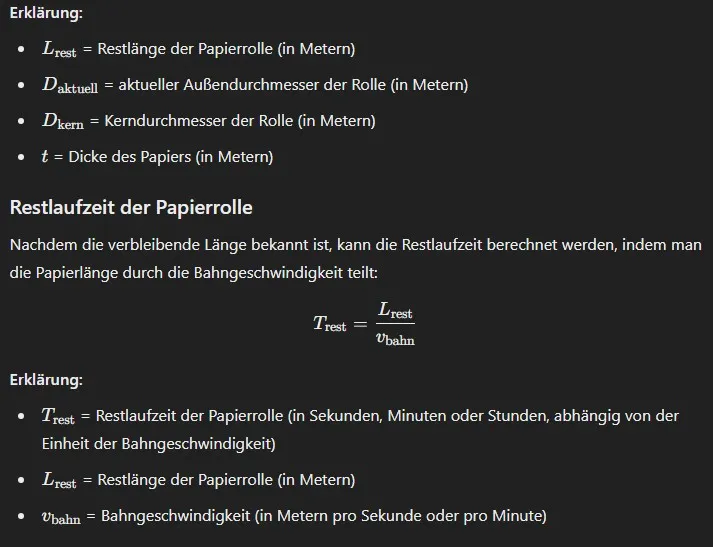
Wie lautet die Formel der Berechnung?
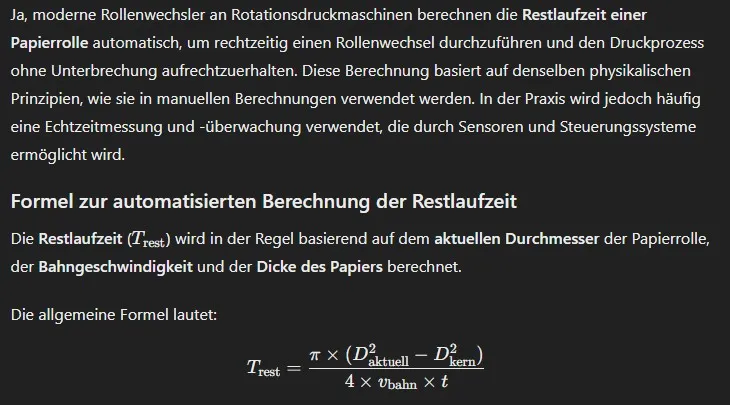
Ich meine, die Maschine (in meinem Fall MAN) hat nur wenige Konstanten, die sie zur Berechnung einbeziehen kann.
Im Rollenarm ist keine Waage verbaut. Man gibt auch weder die Papierdicke noch die g/m2 an. Auch den Durchmesser der Rolle bezieht der RW nicht mit ein.
Ein Techniker meinte mal zu mir, dass diese Berechnung die Komplizierteste in der ganzen Maschine ist und er auch erst in einem Programm nachschauen müsste.
Möglicher Weise hat ja jemand von euch einen Ansatz dafür.
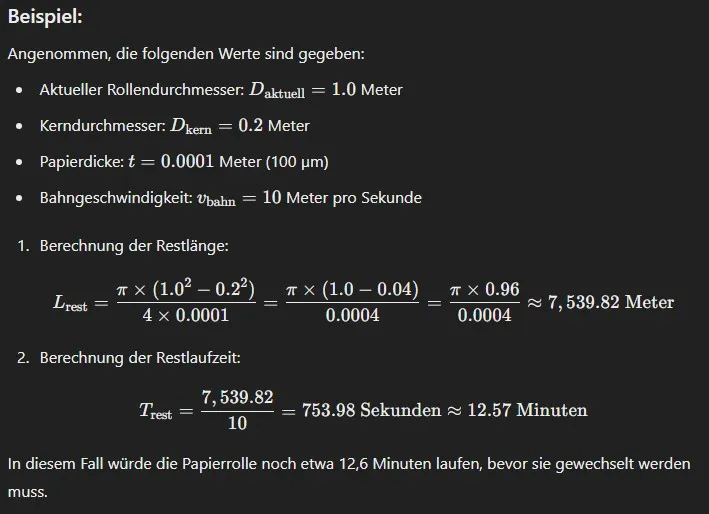
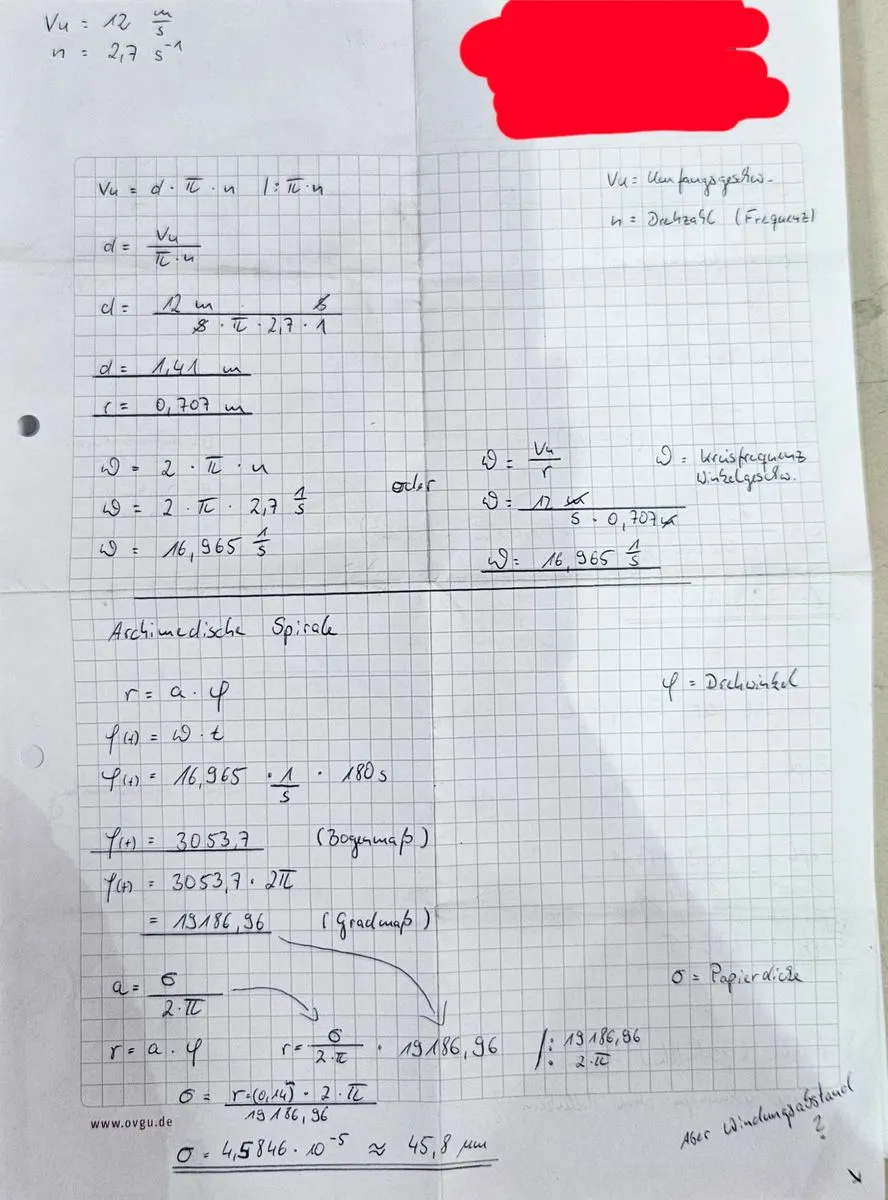
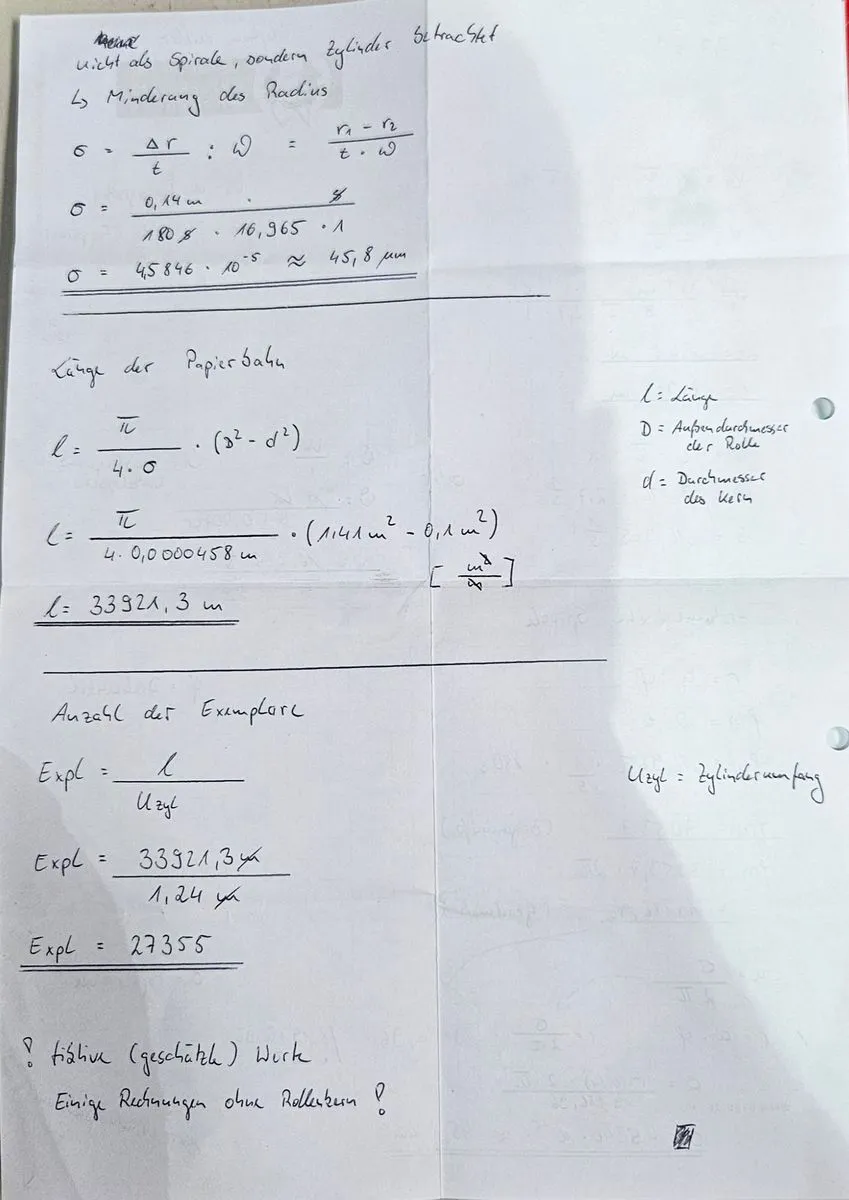
Ich habe natürlich vor ein paar Jahren auch schon 2 Herleitungen diesbezüglich gemacht und bin mit fiktiv eingesetzten Werten auf ein sinnvolles Ergebnis gekommen. Allerdings weiß ich nicht, ob dies richtig ist.
Also dann, holt Eure Formelsammlung und euren Taschenrechner raus. Vielleicht bringt ja jemand von euch etwas Licht in mein Dunkel.