
Ach gucke Mal noch einer der für storck druckt. Hallo Kollege. Warum so eine farbreihenfolge? Haben die gleiche Maschine wie du.
Druckt ihr den Lack Rückseite Vollflächig?


Um schreiben oder kommentieren zu können, benötigst du ein kostenloses Benutzerkonto.
Du hast schon ein Benutzerkonto? Melde dich hier an.
Jetzt anmeldenHier kannst du ein neues Benutzerkonto erstellen.
Neues Benutzerkonto erstellenAch gucke Mal noch einer der für storck druckt. Hallo Kollege. Warum so eine farbreihenfolge? Haben die gleiche Maschine wie du.
Druckt ihr den Lack Rückseite Vollflächig?
Ach gucke Mal noch einer der für storck druckt. Hallo Kollege. Warum so eine farbreihenfolge? Haben die gleiche Maschine wie du.
hatte versucht es so unauffällig wir möglich zumachen XD
Sehr interessant, unsere Reihenfolge für die merci Cover, Bodenteile und Deckel, ist komplett anders. -/b/c/m/y/Braun/rot/- druckt ihr auch die sun Farben?
Ja Vorgabe wie Fiete schon sagt

Hallo...wäre es denkbar dass der Aufbau vom Pudern im ersten Gang kommt. Wie sehen denn DW 1 und 2 aus?
MfG ELprinto
RS wurde mit 5% gepudert und alle Böcke wurden gelüftet. Ja leichter Puder ist auf den ersten Werken zu sehen. Ich denke auch das Puder der Auslöser ist mir fehlt aber noch die Logik dahinter wie dann Gold aufbaut?!

Hallo Henrik
Vielleicht siehst du mit einer guten Lupe ein leichtes ablegen auf der Rückseite? (Ich gehe davon aus, dass die goldene Schrift seitenverkehrt als eine Art Geistereffekt auftritt)
Viel Glück beim Suchen
Jakob
Blitzeblank die VS kein Ablegen, kein Abrieb.

Hmm sieht nach Ghosting, ist denn die Schrift deckungsgleich VS+RS?Dagegen spricht aber der Aufbau bei allen Werken^^
Nein, nicht Deckungsgleich
Hallo Kollegen,
folgendes Phänomen.
gedruckt wird in zwei Gängen
Gang1: Rückseite: 1fbg Gold Text mit Spotlackierung Matt, nur auf dem Text.
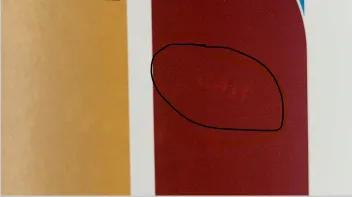
Gang2: Vorderseite: 6fbg + Lack Vollflächig (Bild unten: Gelbe Fläche Skala zusammendruck, Rote Fläche SoFa mit Blackraster)
Nun ist es so das nach ca 5000 Bogen sich der Goldtext der Rückseite! auf dem GT in allen Werken aufgebaut hat und das Blackraster (da sieht man es am meisten) das Word der Rückseite negativ im Raster auftaucht (siehe Bild). Sprich das Black da nicht mehr ausdruckt. Immer diese selbe Stelle.
Wir stehen alle bisschen auf dem Schlauch wie der RS-Text auf das GT kommt.
Auflage davor war das Problem nicht, da hatte aber die RS mehr Zeit zum trocknen. Aber selbst wenn es an der Trocknungszeit der RS liegt wie kommt es dann auf das GT. Gegendruck ist soweit sauber und die Vorderseiten sind auch sauber, kein Ablegen.
Ich hoffe es war einigermaßen verständlich. Vielleicht ist es auch super simpel aber wir komme nicht drauf...
K&B Rapida 106 LTTL
DW1 Druck an
DW2 Druck an
DW3 Braun
DW4 Cyan
DW5 Black
DW6 Magenta
DW7 Rot
DW8 Yellow
Auf der Rückseite ist dort kein Druck!
DW5 Black GT
Wir erstellen Andrucke auf Kartonstreifen und das wird dann den Kunden, wenn gewollt, zu geschickt. Das passiert dann mit original Karton, Farbe und Lack. Meistens gehts dann aber nicht um Pantone sondern Kundensonderfarben. Aber nur Sonderfarben kein 4C Satz oder so.
Für einen Kunden bekommen wir Andruck (schicke ich dir per PN)
Was ich aber absolut traurig finde das wir schon seit 1,5 Wochen in der Spätschicht über 30 Grad im Drucksaal haben und von der Geschäftsleitung keiner auf die Idee kommt mal einen Kasten Wasser bereit zu stellen. Hauptsache die Maschine läuft. Wir sind nur 5 Drucker das Wasser würde jetzt kein Riesen Loch in die Kasse reißen.
Dazu ist er aber verpflichtet, also nicht genau aber er muss Maßnahmen treffen wie z.B.: trinken anbieten. Solltet ihr mal mit eurem Betriebsrat klären oder euren Sicherheitsbeauftragten stecken.
einfach mal Googlen.
Temperatur am Arbeitsplatz - Gesetzeslage und Tipps - Arbeitsschutzgesetz (arbeitsschutzgesetze.com)
Früher kamen immer Kistenweise Wasser in die Pausenräume, sobald es Warm wurde oder zeitnah wenn man sie draufhinwies. Jetzt haben wir teure Wasserfilter stehen wo wir das ganze Jahr über Zapfen dürfen und seit ein paar Monaten endlich Gratiskaffee ![]()
Hi,
ich bevorzuge 8 Fache Vergrößerung und aus Metall. Was dann schon alle Werbegeschenke ausschließt ![]()
Skala ist nett aber man bekommt irgendwann ein Gefühl wieviel man stellen muss, ich vermiss die Skala nicht.
Dann gibt es noch welche mit Doppelglas oder Alpanat Linse um Verzerrungsfrei bis zum Rand zu sein, das ist auf jeden Fall sehr nett
Wir sind ja auch verpackungsdrucker, aber das Material liegt nun mal nicht in unserer Hand. Deswegen ändere ich nicht jede Woche die kurven. Wenn der Kunde das Material unbedingt will muß er halt damit leben. Wenn bei uns alles standardisiert und geprooft ist, verdrehe ich nicht meine Werte, das das passt.
Jede Woche ist auch nicht das Ziel auch nicht jeden Monat. Denn habe ich gleich mal meine nächste Fragen wie macht ihr es mit Vorlagen? Benutzt ihr ausschließlich Proofs oder legt ihr auch Muster von der Erstauflage rein und wenn ja wird die mal erneuert?

Ist halt immer die Frage, nach welchen Papieren dann seine Schlüsse zieht. Ich liebe sowas ja, wenn der entsprechende Verantwortliche keine Weitsicht hat und einfach einen Rundumschlag macht.
Seit 1 Jahr nichts beobachtet, einmal gemessen und auf Basis dessen alles verändern ;-).
Hier wird beobachtet und beobachtet. In der Regel messen wir ja nicht und hauen sofort die neue Kurve rauf egal wieviel die korrigiert wurde. Die Praxis steht immer noch vor der Theorie hier und wird eher einmal zu viel ein Auftrag mit der neuen Kurve getestet bevor da irgendwas ins Rennen geschickt wird.
Vorallem müsst ihr die gleichen Bedingungen schaffen. Du kannst ja nicht ei mal die Kurve mit 1,40 drucken und beim nächsten mal mit 1,55. Wenn das nicht gleich ist, oder ihr Parameter ändert bescheißt ihr euch nur selber. Mein Lehrer hat mal zu mir gesagt, wer viel mißt, mißt Mist.
Ja das richtig wir haben eigentlich fest gelegt DichteWerte die wir anfahren. Deswegen bin ich so verwundert das die Spektralgemessen Dichte aber beim zweiten mal soviel weniger ist im Magenta. Sicherlich kann man auch zu viel und zu oft die Kurven angehen, da mir der Spruch "wer viel mißt, mißt Mist" nicht unbekannt ist. Aber wenn der Drucker schimpft das er nicht zum Proof kommt oder abnormale Werte fährt weil alle paar Wochen das Material anders aussieht, muss man eben eins öfters beigehen.
Wann habt ihr denn beide Andrucke gemacht? Beide zu Schichtbeginn? Habt ihr drei Schichten?
ja drei Schichten. Freitag lief die Maschine quasi seit einigen Tagen/Schichten und Montag lief sie ca 8h.
Achso, na dann sind die doch aber auch euer 1. Ansprechpartner für evtl. Schwankungen, oder?
Ich denke, ihr habt dann einen Vertrag mit denen. Die sind ja genau für sowas Experten.
Ja er war Gestern auch da und ich habe ihn direkt gefragt aber so richtig konnte er dazu nichts sagen, da er sich die Umstände dann selber mal ansehen muss. Gestern haben wir 5 Kurven abgedruckt darunter 4 die ein Jahr alt waren und eine von Januar und die lagen alle sehr gut und wurden nur mit 1% korrigiert.
Für einen Kunden müssen wir die Kurven mit IPM Print ► Institut für Print Process Management (ipm-print.de) machen und nutzen daher die Software von denen.

Stand die Maschine das Wochenende still?
ja sie stand, bzw Freitag Ausdrucken 16 Stunden und Montag 8 Stunden also lagen dazwischen ca. 24h Produktion.
Was heißt denn "anders" genau? Vielleicht mal 2 Bilder der gemessenen Abdrucke posten.
Ich habe da so eine Vorahnung.
Ok ich habe jetzt die Auswertung geholt und es war nicht so schlimm wie mir es vorher berichtet wurde. Dazu habe ich gesehen das die Spektral gemessene Dichte im Magenta geringer ist, am Druck von Montag, und daher wohl die Differenz kommt.
Dichtespreizung ist auch unter 10% im Notfall wird mal ein Messbereich rausgenommen. Also für mich in diesem Beispiel nicht mehr so gravierend schlimm, wäre ich den Montag da gewesen hätte ich meine Stellschraube im Magenta gehabt.
Moin zusammen,
Kurven und Abdrucke wurde die letzten Jahre Stiefmütterlich behandelt und bei dem Hauptmaterial höchstens 1xJahr aktualisiert. Andere Kurven für anderes Material sind auch schon mal 3-4 Jahre alt. Diesen Umstand wollen wir jetzt angehen und öfters die Kurven anpassen. Was mir nur immer wieder auffällt das wir nie ein Reproduzieren bares Ergebnis bekommen. D.h. aktuellstes Beispiel Freitag Kurve abgedruckt und am Montag die selbe Kurve anders ausfällt. Farbe, Dichte, Material, Zusätze alles das selbe. Wie kann sein?
Da es kein Einzelfall ist und uns immer wieder auffällt, würde mich mal eure Erfahrung interessieren.
Verpackungsdruck wenig bis gar nicht Aufgehellter Karton(da sieht ja auch eh jede gelieferte Charge anders aus).
KBA Rapida 145 & 106.
Danke

Hallo Henrik,
das ist mir gestern auch noch in den Sinn gekommen. Wir bekommen ja einmal im Jahr die 800,- Euro teure Karte von Heidelberg zum kalibrieren. Damit kalibriere ich heute auch unsere Techkon Handdensi.
Das man das so macht hat mir noch keiner gesagt und auch kein Instruktor den ich darauf angesprochen habe. Ich komme mir gerade vor wie im Dschungel und sehe jetzt erst dass wir nur dummgehaltene Arbeitsdrohnen sind die nichts hinterfragen sollen, sondern nur immer schneller arbeiten sollen.
Danke für die Idee.
Woody Schön wenn ich helfen konnte, aber du musst Handdensi und (bei KBA) Ergotronic mit der selbe Karte kalibrieren. Dichtewert Slope ist da die allgemeine Bezeichnung für.
Das Handdensi und Inlinemessung sollten mit der selbe Karte kalibriert werden dann sind die Werte Nahezu identisch.
Ich weiß aber auch das wir mit Kurz vor einiger Zeit ein Test hatten der Vielversprechend war und wir vielleicht auf diese Weg nochmal eine bekommen könnten, jetzt haben wir ITW. Für die Aktuelle Auflage hätten wir keine Testrolle so schnell erhalten können.
Aber wir haben einen kleinen Fortschritt gemacht und haben die Zwischentrocknung zwischen den beiden Lackwerken reduziert und die Luftmenge stark reduziert. So dass das Gesamtbild besser war aber noch nicht perfekt.
Wenn ihr das so schon jahrelang gemacht habt, muß sich ja mindestens eine Komponente irgendwie geändert haben. Könnt ihr da irgendwas nachvollziehen? Wir hatten z. B. bei einer Änderung des feuchtmittel zusatzes, das einige Farben auf einmal aufgebaut haben. Der zusatz hatte auf einmal eine andere farbe und laut Huber war es das gleiche Zeug, ging trotzdem nicht mehr.
Wobei man natürlich sagen muss wir haben nichts geändert und vom Hersteller kam auch kein Hinweis das er was anders oder woanders Produziert, aber das heißt ja heute nichts mehr... *Hust* Flint *Hust* Huber Group *Hust* Actega
Alles nicht so einfach, da sollte man pragmatisch vorgehen.
Maschine: Heidelberger, Manroland oder KBA oder ??
Speed: reduzierte Geschwindigkeit ? JA
Anpressdruck: Habt Ihr da schon mal probiert ? JA rauf und runter
Material: ?? Papier oder Karton - SBS , GC oder ?? GC1
Klima: Wie sind Temp. und Feuchte ? auch hier alle Ansätze von Warm zu Kalt etc. ausprobiert, Hallen Klima konstant, man darf nicht vergessen das wir vorher jahrelang die gleichen Rahmenbedingungen hatten und es mit einmal nicht mehr geht
Kaltfolie: Welche Type ist im Einsatz ? ITW Glanz
Kleber: conventional oder UV Kleber - welcher Typ - habt Ihr mal tack Reducer beigemischt ? Konventionell Low Migration, tack reducer auch schon getestet.
Wie messt Ihr die Klebermenge ? mittels Densi ? Dichte Handmeßgerät,
Gummituch + Unterlage: evtl. zu weiches Gummituch ? Habt Ihr Vulcan Irio, Super Press, Finito im Einsatz ?? Super Press
Hi,
das gleiche Problem haben wir auch. Auch schon hier im Forum gepostet. Und auch das alles gut ist wenn Skala drauf gedruckt wird.
Jetzt müssten wir mal unseren gemeinsamen Nenner finden und kommen so eventuell zur Lösung.
Wir haben das Problem seit letzten Jahr Oktober oder so und haben nichts an den Komponenten oder Maschinen Einstellung geändert.
Fahrt mal die Temp. im Druckwerk höher (30-31,5 grad) und im Auslagestapel was um die 40 Grad.
Keine Besserung, kann aber leider diesmal die Produktion nicht mit begleiten, daher kann ich wenig drauf einwirken was getan wird, aber in Frühschicht wurde das oben genannte getestet.