Das Shirt ist ja mal der Hammer!
Ich hab die mal eine PM geschickt.
Für alle Anderen, bin immer noch auf der Suche, nach coolen Shirts aus der Druckindustrie (neu/gebraucht)


Um schreiben oder kommentieren zu können, benötigst du ein kostenloses Benutzerkonto.
Du hast schon ein Benutzerkonto? Melde dich hier an.
Jetzt anmeldenHier kannst du ein neues Benutzerkonto erstellen.
Neues Benutzerkonto erstellenDas Shirt ist ja mal der Hammer!
Ich hab die mal eine PM geschickt.
Für alle Anderen, bin immer noch auf der Suche, nach coolen Shirts aus der Druckindustrie (neu/gebraucht)
Wollte dieses Thema nochmal nach oben schieben.
Vielleicht habe ich noch Glück und jemand hat das Gesuchte MAN Shirt.
Bei uns hieß es immer (Papier)Hobel, Abspecker, Elephant oder Rollenschlitzer
LG
Hi Dan, für deine Mühe danke ich dir schon mal im Voraus ![]()
Hallo werte Gemeinde,
ich bin auf der Suche nach T‐Shirts aus der Druckindustrie. Allen voran suche ich das alte Shirt von Manroland mit 'we are print' und hinten mit einer großen 1. Aber auch andere Shirts... Manroland, Heidelberg, Ferrag, Rima, Farbhersteller, Papierhersteller, Druckmaschinenhersteller, Weiterverarbeitungshersteller, Druckchemie und und und. Größen wären L-XXL cool. Auch wer noch eine Hose von z.B. Manroland hat und abgeben mag kann sich melden.
Natürlich können die Sachen gebraucht sein.
Am Besten via PN melden und da könnte man dann alles wichtige regeln.
LG
Soooo, nun zu meinen Bedenken.
Dem Techniker sagte ich einst, dass ich wohl als Ansatz die Form eines Zylinders nehmen würde, (weil ich die Formeln dafür kannte). Ich meinte aber, dass dies nur ungenau sein kann.
Er meinte dann: "Wieso das denn". Das sagte: In welchem Universum ist eine Papierrolle ein Zylinder? Dem Ingineuer mag das als Näherung reichen aber der Physiker würde zu zittern beginnen". PS. Wir lachten beide, denn es war nicht ernst gemeint und es war ein lockeres Gespräch.... Hut ab vor jedem, der eine Meister, Techniker-Schule oder gar ein Ingineuerstudium angeht.
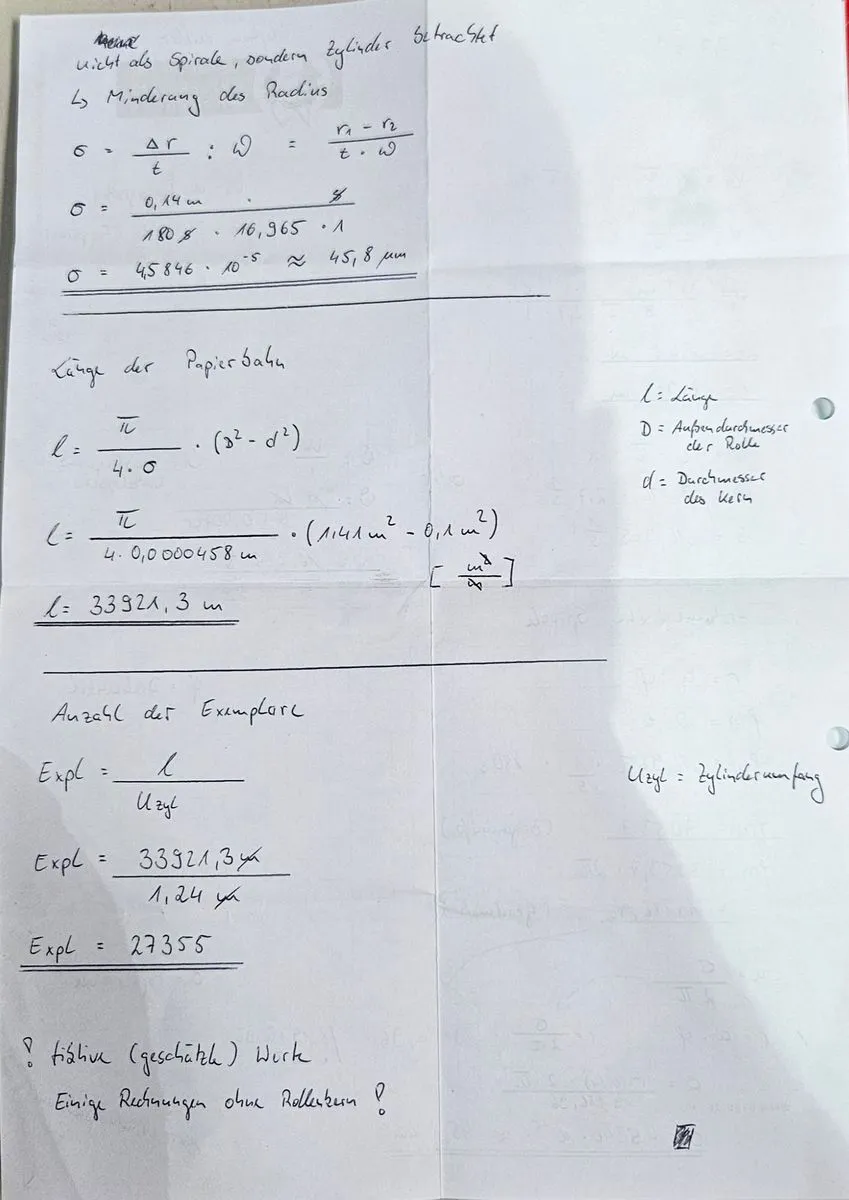
Also Zylinder sehe ich als nicht genau genug an.
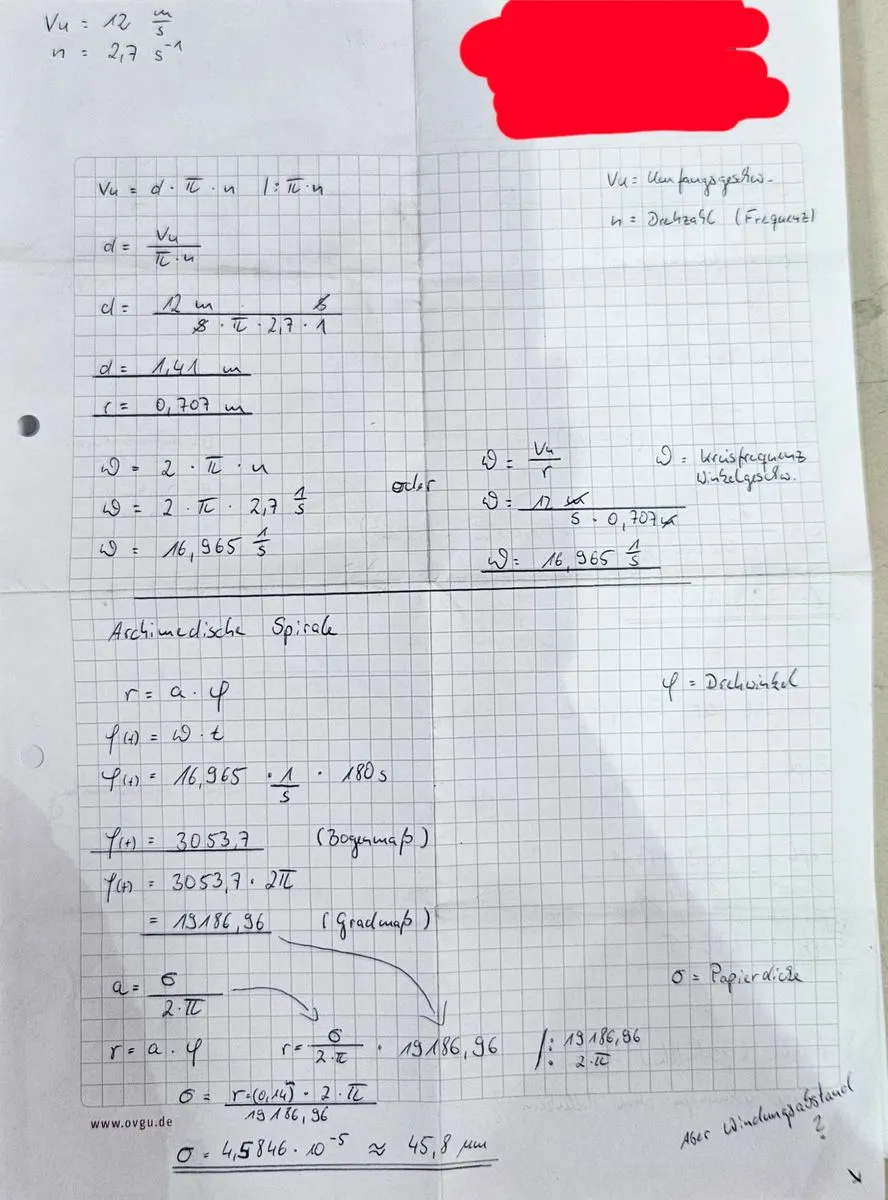
Mein Problem mit der Archimedischen Spirale auch Arithmetische Spierale genannt, ist der, dass in meiner Rechnung der Windungsabstand vernachläsdigt wurde, weshalb ich wohl auch auf ein ähnliches Ergebnis kam wie beim Zylinder.
Cool wäre, wenn jemand von MAN oder Mectech hier im Forum wäre, der mich erleuchten könnte oder ein anderes findiges Mitglied, der Lust hat sich da mit reinzudenken ![]()
tadaa, meine alten Notizen gefunden.
Naja, es ist nicht überlebenswichtig... aber in einem Forum unter Fachmännern dachte ich, kann man so etwas mal erörtern... denn Interesse daran WIE etwas funktioniert habe ich schon. Sonst hätte mich auch nie interessiert warum die Farbe nur an speziellen Teilen der Platte ist und nicht überall (hydrophil und phob). Dann könnte man einfach sagen... "weil es so ist". In einem Forum für Softwareherstellung würde ich sagen... "joa interessiert doch niemanden, ist halt so"... aber hier im Forum sehe ich das etwas anders ![]()
Die Abschnitte werden ja so auch zeitgleich mit angezeigt.
Rolle läuft nach genau 22min und 10sec = 1330 Sekunden... bei 15m/s = 19800m (was noch auf der Rolle ist... wird übrigens auch angezeigt) : Zylinderumfang (1,24m) = 15967 Exemplare (bei Einfachnutzen)
Und genau weil es alles so gut und genau angezeigt wird, interessiere ich mich für das WIE.
Hallo Leute ![]()
In deiner 'totalen Ahnungslosigkeit' hast du den Nagel auf den Kopf getroffen.
Also wie gesagt, ich weiß es auch nicht 100% aber genau dass ist auch genau meine Herangehensweise. Und als ich meine beiden Rechnungen einst einen Techniker meinter er, dass dies der richtige Weg sei. Wenn du nun diese beiden Daten hast, wie würdest du es dann berechnen? Hast du da eine Idee?
Ich denke heute Nachmittag finde ich meine Rechnung, dann werde ich mal meinen Weg zeigen... oder meine 2 Wege und werde auch meine Zweifel daran begründen.
karsten1077 hast du mal an einer Rotationsdruckmaschine gedruckt? Wenn ja, an was für einer.
Das soll jetzt keineswegs herabwürdigend klingen sondern es interessiert mich wirklich. Da ich nur Manroland kenne, wäre ea für mich interessant, ob man bei KBA oder Heidelberg eine Bedruckstoffdicke eingibt. Da ich ja Ursprünglich aus dem Bogendruck komme und das auch immer so kannte, dass dies essentiellwichtig ist, war ich auch überrascht, dass man es an diesen Maschinen nicht braucht.
Mein alter Ausbilder sagte jeden zweiten Tag zu mir:
"Strangi, beachte immer dieses wichtige Druckprinzip... So wenig wie möglich aber so viel wie nötig in Sachen Farbe, Wasser, Luft und DRUCKBEISTELLUNG."
Und mekne Welt stand Kopf, als ich den letzten Punkt nicht mehr beachten musste, als ich in den Rotationsdruck wechselte.
Also das die Winkelposition der erste Anhaltspunkt ist, kann sogar durchus mögich sein... denn wenn der Rollenwechsel statt findet steht innerhalb einer Sekunde die neue Restzeit und Abschnittsmenge da. Aber für die genaue Berechnung wird es dann ein Ander sein. Denn in den folgenden 15-20 Sekunden sieht man, wie er die Zeit und Menge immer wieder anpasst (genauer berechnet).
Also bei uns muss der Rolleuer nichts der Maschine mitteilen... weder ob Bock oder in der Maschine abgespeckt noch muss er einen Bedruckstoffwechsel angeben... das erkennt die Maschine anhand dieser gesuchten Rechnung allein.
Lediglich die Rollenbreite muss der Rolleuer eingeben, sobald Auftragawechsel ist, da die Arme ja verfahren müssen.
LG
Vielen Dank nochmal für die Anhänge.
Ich bin mir aber ziemlich sicher, dass keine Materialstärke eingegeben wird. Auch ist es möglich, insofern die Rollenbreite identisch ist, eine komplett andere Grammatur und eine andere Art Papier automatisch wechseln zu lassen und die Berechnung stimmt dennoch ohne etwas in den Einstellungen zu ändern (vorausgesetzt das Endprodukt ändert sich nicht zu sehr, dass es im Falzer Probleme gibt).
Und auch Sensoren für die Durchmesserbestimmung gibt es bei unseren Manrolandmaschinen nicht. Es gibt lediglich Sensoren, die die Rolle seitlich auf dem Schlitten ausrichten, die die Rolle seitlich zu der ablaufenden Rolle ausrichtet, Sensoren, die dafür sorgen, dass die Rolle an der richtigen Position einachst und ein Sensor der einen schwarzen Tab liest, um die Position den Rollenklebers zu erkennen.
Aber einen Sensor/Laser, der die Rollenkante überwacht und sich mit dem abnehmenden Rollendurchmesser mitbewegt gibt es bei uns nicht.
Also ich gebe keine Bedruckstoffdicke ein ![]()
Hallo Instruktor und hallo Karsten,
vielen Dank für eure Antworten... und das schon wenige Zeit nach der Erstellung.
Also die Restrolle selbst möchte ich nicht berechnen. Mich interessiert die Formel, die die Maschine nutzt um die momentan ablaufende Rolle zu berechnen, damit der Rollenwechsler weiß, wann genau die laufende Rolle leer ist und die neue Rolle automatisch wechseln muss.
Direkt nach dem automatischen Rollenwechsel dauert es ca. 10-15 Sekunden und die Maschine zeigt mir wirklich sehr genau an, dass die neue Rolle 22583 Exemplare drauf hat und noch genau 24 Minuten bis zum nächsten Rollenwechel benötigt.
Also diese Rechnung hatte ich mir auch schon mal überlegt, leider werden dort Werte benutzt, die die Maschine nicht kennt. Die Maschine weiß die Papierdicke nicht... ob du ein 42g SC Papier oder ein 90g Volumenpapier benutzt.
Des Weiteren weiß die Maschine auch nicht den Rollendurchmesser (also schon, aber erst über eine gewisse Berechnung) und genau das suche ich.
Ich dachte anfangs, dass es möglicherweise über das Einachsen der Rolle funktioniert.
Bsp.: Der Rollenwechsler hat eine gewisse Höhe. Wenn nun die neue Rolle reinfährt, neigt sich der RW-Arm um die neue Rolle aufzunehmen. Im RW-Arm ist ein Winkelkodierer, der nun weiß, um die Rolle aufzunehmen neigte ich mich um 38,37 Grad nach unten, somit ist der Rollendurchmesser 112,69cm.
Aber auch hier stellen sich 2 Fragen... Was ist, wenn man an der eingeachsten Rolle eine Beschädigung findet und nochmal 3cm abspeckt... dann würde diese Rechnung mittels Einachsvorgang hinfällig sein und der automatische Rollenwechsel würde zu spät erfolgen .> Abriss
Oder wenn eine Restrolle eingeachst wird, kann diese der Rollenrechsler nur aufnehmen, wenn der Durchmesser > 62cm (glaube ich) ist. Bei kleineren Rollen müssen diese auf einen Bock gestellt werden, was ja dann dem Rollenwechsler eine größeren Durchmesser suggeriert.
Also trotz Restrolle auf dem Bock oder abspecken in der Maschine berechnet der Rollenwechsler sekundengenau die neue Rolle.
Laut dem Techniker von einst, weiß die Maschine weder die Dicke des Papiers noch den Durchmesser... dieser wird erst anhand einer hinterlegten Rechnung ermittelt. Auch der Winkelwert beim Einachsen spielt keine Rolle bei der Berechnung.
Ich schau mal die Tage in meinen Unterlagen, ob ich meine Herangehensweise noch finde. Aber irgendwie war ich nie richtig zufrieden mit meiner Rechnung.
Hallo,
ich habe mal eine Frage an Euch bzgl. der Abschnittberechnung bzw. die Berechnung der Dauer bis zum nächsten Rollenwechsel.
Wie lautet die Formel der Berechnung?
Ich meine, die Maschine (in meinem Fall MAN) hat nur wenige Konstanten, die sie zur Berechnung einbeziehen kann.
Im Rollenarm ist keine Waage verbaut. Man gibt auch weder die Papierdicke noch die g/m2 an. Auch den Durchmesser der Rolle bezieht der RW nicht mit ein.
Ein Techniker meinte mal zu mir, dass diese Berechnung die Komplizierteste in der ganzen Maschine ist und er auch erst in einem Programm nachschauen müsste.
Möglicher Weise hat ja jemand von euch einen Ansatz dafür.
Ich habe natürlich vor ein paar Jahren auch schon 2 Herleitungen diesbezüglich gemacht und bin mit fiktiv eingesetzten Werten auf ein sinnvolles Ergebnis gekommen. Allerdings weiß ich nicht, ob dies richtig ist.
Also dann, holt Eure Formelsammlung und euren Taschenrechner raus. Vielleicht bringt ja jemand von euch etwas Licht in mein Dunkel.
Das Thema ist schon etwas älter aber dennoch interessant. Ich würde gerne ein paar Aussagen in das ruhende Gespräch einwerfen, bei dem ich allerdings nicht weiß ob da ein Denkfehler meinerseits vorliegt.
Da ich ausschließlich mit einer Bürsten Gummituchwaschanlage (im Folgenden nur noch GTW abgekürzt) arbeite, beziehe ich meine Aussagen nur darauf.
Ich denke, es ist ein Irrglaube, dass wenn die Maschine schneller fährt, mehr Waschmittel auf der Bahn ist.
Die Bürsten der GTW dreht sich immer gleich schnell. Die Dauer und die Menge des Waschmittels ist im Programm der GTW hinterlegt. Somit ist bei einer geringeren Geschwindigkeit mehr Waschmittel pro m2 auf der Papierbahn. Bei höherer Geschwindigkeit ist die Bahn trockener. Also egal wie schnell sich die Maschine dreht, es wird immer gleich viel Waschmittel in den 30 Sekunden auf das Gummituch gegeben. Der einzige Unterschied ist, dass du bei langsamer Geschwindigkeit mehr Waschmittel pro m2 auf der Bahn hast aber du dafür weniger benetzte Papierbahnmeter durch den Trockner schickst.
Bsp.: 45000 Umdr/h. x 1,24m Zyl.Umf : 3600 = 15,5m/s (bei 30s Dauer des Waschens gehen 465m "weniger" benetzte Meter durch den Trockner
20.000 Umdr/h. x 1,24m Zyl.Umf : 3600 ~ 6,9m/s (bei 30s gehen dann ca. 207m "mehr" benetzte Papierbahn durch den Trockner
Fazit: Wenn die Waschanlage fiktiv 5 Liter Waschmittel raushaut, dann gehen 5l Waschmittel durch den Trockner... egal wie schnell die Maschine fährt. Das sieht man auch ganz gut beim Anfahren, wenn man bei z.B. 12.000 wäscht, dass sehr viel Waschmittel auf der Bahn ist.
Es wäre interessant, diese Theorie mal bei einer Emissionsmessung zu überprüfen.
Thema Maku, gleicht sich denke ich aus... da bei voller Fahrt mehr Papier beim Waschen drauf geht, dafür früher Gute gegeben werden kann, da der Abschnitt kaum weg ist (dies könnte man anhand der Maschinenmeldung mal überprüfen).
Kann man denn bei hoher Geschwindigkeit Waschen?
Ja. Wie hier schon beschrieben, wenn man mit Druck an wäscht geht das.
Zudem kann man die Maschine auch austricksen, wenn man z.B. die Hochlaufbeschränkung der Maschine beim Rollenwechsel ausnutzt. Löst man in der Zeit das Waschen aus, fährt die Maschine nicht runter. Das Waschprogramm sollte so gewählt werden, dass der Waschgang kurz vor dem Abschlag beendet ist.
Eine weitere Möglichkeit besteht, während des Waschgangs den +Knopf gedrückt halten (bei vmax) oder im Sekundentakt den +Knopf drücken wenn man nicht Maximalgeschwindigkeit fährt. Auch dies funktioniert gut (bei Manroland-Maschinen) und wird von einigen Druckern bei uns so täglich angewandt.
Warum fahren die Maschinen nun aber standardmäßig beim Waschen mit Druck ab auf ca. 7m/s runter? Stehendes Format 20.000 bei 1,24m Umf ca. 6,9m/s und liegendes Format 30.000 bei 0,9m Umf ca 7,5m/s.
Meine Vermutung ist entweder, dass das Waschergebnis so das Beste ist... (auch das Binden des Dreckes im Waschmittel und dem Abfließen in die dafür vorgesehenen Wanne). Oder es hat mit der Materialschonung der Maschine zu tun, Wenn bei 7m/s der Druck angeht, als wenn bei 15 m/s der Druck angeht... Das bei Druck an die Maschine nicht runtertourt, untermauert diese zweite Theorie natürlich.